These material handling systems offer numerous advantages that greatly aid the food industry.
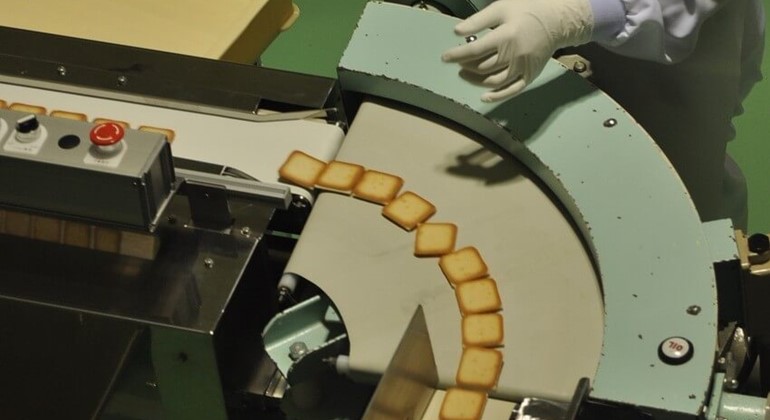
First and foremost, they are built with materials that comply with hygiene standards and can be easily cleaned. They feature smooth surfaces, minimal crevices, and are often made of stainless steel, which is resistant to corrosion and easy to sanitise. This promotes food safety by reducing the risk of contamination and maintaining high cleanliness standards.
Additionally, they are designed to handle delicate products with care. Conveyors provide gentle and consistent movement, minimising product damage or breakage during transportation.
Moreover, these mechanisms automate food movement, replacing manual handling, reducing labour requirements, and improving operational efficiency. The equipment can be integrated with other processing and packaging equipment, creating a seamless flow of products and optimising production lines.
Another advantage is their capability to maintain quality control. Conveyors are equipped with sensors and tracking systems to monitor food movement throughout production and distribution, allowing quicker identification of potential issues.